Laserschweißen
Kurz erklärt
Vorteile
- Geringe Wärmeeinbringung
- Schmale Wärmeeinflusszone
- Geringer Verzug
- Hohe Schweißgeschwindigkeit
Verfahren
- Wärmeleitungsschweißen
- Geringe Eindringtiefe (wenige Zehntel Millimeter)
- Anwendung in Elektronik und Medizintechnik
- Tiefschweißen
- Hohe Eindringtiefe (bis über 10 Millimeter und mehr)
- Anwendung z.B. Schiffsbau
Parameter
- Laserparameter
- Laserleistung
- Strahlqualität
- Intensitätsverteilung
- Polarisation
- Wellenlänge
- Maschinenparameter
- Fokussierung
- Prozessgas
- Vorschub
- Werkstückparameter
- Nahtanordnung
- Werkstückdicke
- Oberfläche
- Nahtvorbereitung
- Werkstoffparameter
- Viskosität
- Wärmeleitfähigkeit
- Dichte
- Strahlabsorption
- Und viele mehr
Video
Videotext
Das Laserschweißen hat gegenüber den herkömmlichen Schweißverfahren viele Vorteile. Dies sind die geringe Wärmeeinbringung, die schmale Wärmeeinflusszone, der geringe Verzug und die hohe Schweißgeschwindigkeit.
Beim Laserschweißen gibt es zwei verschiedene Verfahren, das Wärmeleitungsschweißen und das Tiefschweißen. Beim Wärmeleitungsschweißen ist die Eindringtiefe nur wenige zehntel Millimeter tief. Dieses Verfahren wird bei Elektronikerzeugnissen und Medizinprodukten eingesetzt, wobei meist gepulste Faserlaser verwendet werden. Sind tiefe Schweißnähte erforderlich, werden meist CO2 Laser eingesetzt.
Beim Laserschweißen gibt es eine hohe Anzahl an Parametern, die zu beachten sind. Diese werden eingeteilt in Laserparameter, Maschinenparameter, Werkstückparameter und Werkstoffparameter.
Bei gepulsten Laserquellen ist die Spitzenleistung sehr hoch, sie dauert aber dafür nur sehr kurz. Die mittlere Leistung ist daher viel geringer als die Spitzenleistung. Die Leistung beim Laserschweißen mit gepulsten Lasern darf nicht zu hoch sein, da sonst zu viel Material verdampft und sich damit Fehlstellen in der Schweißnaht bilden. Durch geeignete Einstellung der Spitzenleistung und der Pulsfrequenz wird eine fehlerhafte Schweißnaht vermieden.
Der Strahl selbst, genauer gesagt die Strahlqualität, ist ebenfalls ein Parameter, weil sie die Grundlage für die Fokussierbarkeit bildet. Eine hohe Strahlqualität erlaubt einen kleinen Fokusdurchmesser mit hoher Intensität. Damit werden hohe Einschweißtiefen erreicht, die sehr schmal sind und das Werkstück wird im Bereich der Schweißnaht thermisch geringer belastet.
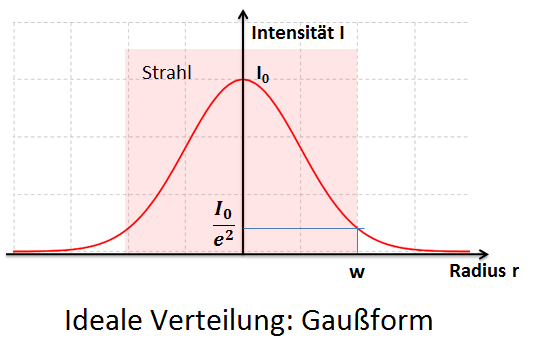
Dementsprechend ist die Intensitätsverteilung des Laserstrahls verantwortlich für die Ausprägung des Schmelzbades. Mit einer idealen Verteilung, der Gaußform, kann die schlankeste Naht erreicht werden.
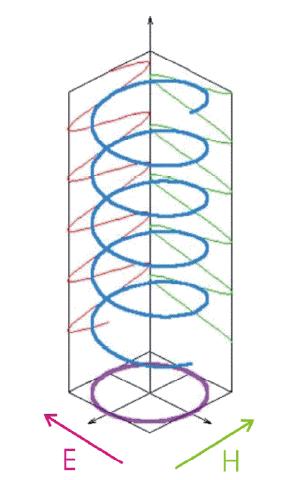
Die Polarisation ist wichtig für die Unabhängigkeit der Schweißnaht von der Ausrichtung des Lasers. Dafür ist eine zirkulare Polarisation notwendig, wie sie in den meisten industriellen Laserquellen eingesetzt wird. Zirkulare Polarisation bedeutet dass die Lichtwellen in allen Ebenen normal zur Ausbreitungsrichtung schwingen.
Zum Schluss ist noch die Wellenlänge als Parameter wichtig. Grundsätzlich gilt als Faustregel: Je kürzer die Wellenlänge desto höher die Absorption, das Werkstück kann mehr Laserleistung aufnehmen. Bezüglich der im ersten Kapitel erklärten Lasertypen lässt sich ableiten das beim Schweißen mit Festkörperlasern weniger Leistung notwendig ist als mit einem CO2 Laser.
Die Fokussierung hat einen direkten Einfluss auf das Schweißergebnis. Die Fokussierung des Laserstrahls kann mittels Linsen oder Spiegeln erfolgen. Für hohe Intensitäten ist eine kürzere Brennweite erforderlich, dadurch wird der Schweißprozess allerdings empfindlicher bezüglich des Abstandes zwischen Linse und Werkstück.
Das Prozessgas gehört auch zur Gruppe der Maschinenparameter und hat einen großen Einfluss auf die Schmelzbadform und die Eindringtiefe. Das Prozessgas wird je nach zu schweißendem Material gewählt. Argon und Helium können für alle Materialien verwendet werden, Argon z.B. für Schweißungen in Wannenlage, Helium wenn Wurzelschutz gewährleistet werden muss.
Auch der Vorschub ist ein elementarer Parameter. Da beim Laserschweißen die Energie sehr konzentriert ist, kann ein höherer Vorschub eingestellt werden als bei anderen Schweißverfahren. Es ist das Zusammenspiel zwischen Vorschub, Nahtbreite und Eindringtiefe zu beachten.
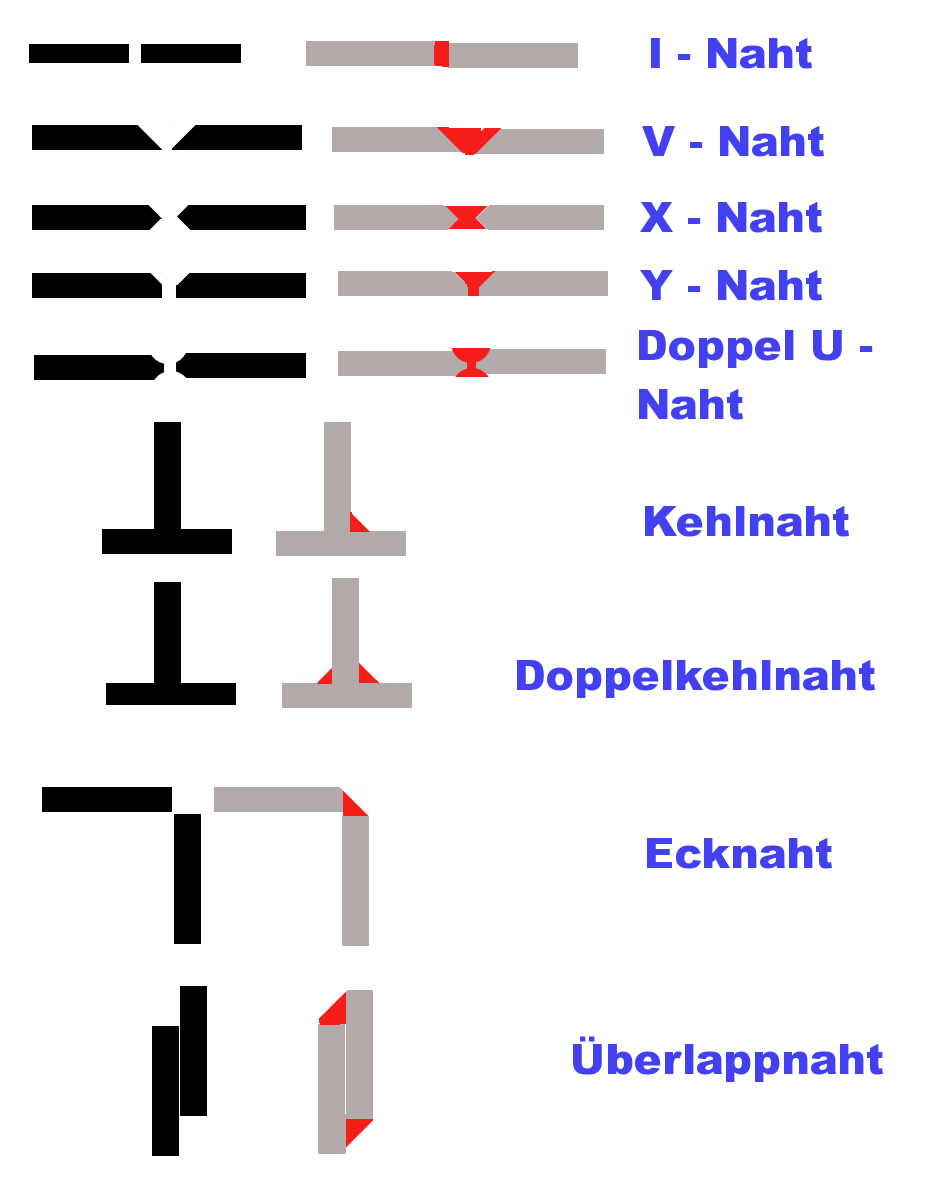
Die Nahtanordnungen sind ein wichtiger Werkstückparameter. Prinzipiell sind beim Laserstrahlschweißen alle Stoßarten möglich. Durch die große Eindringtiefe sind auch Stoßanordnungen möglich, die nur von einer Seite zugänglich sind. Ungünstig erweist sich eine Kehlnaht mit Eckstoß weil hier das Werkstück wenig Material für eine ausreichende Verbindung bietet. In solchen Fällen muss dann ein Zusatzwerkstoff verwendet werden, damit der Anbindungsquerschnitt ausreichend groß ausfällt.
Die Werkstückdicke hat einen Einfluss auf die Vorschubgeschwindigkeit und die Laserleistung die je nach Dicke und Schweißart entsprechend gewählt werden müssen.
Die Oberfläche des Werkstücks beeinflusst ebenfalls das Schweißergebnis. Je rauer das Werkstück, desto mehr Laserleistung kann in das Werkstück gebracht werden.
Wie bei normalen Schweißarten ist auch beim Laserschweißen die Nahtvorbereitung und eine eventuelle Beschichtung des Werkstücks von Bedeutung.
Der zu fügende Werkstoff selbst weist einige zu beachtende Parameter auf. Über seine Eigenschaften wie z.B. Viskosität, Wärmeleitfähigkeit, Dichte und Strahlabsorption bestimmt der Werkstoff wie die Energie des Laserstahles eingekoppelt wird und wie sie verteilt wird.